Features and Benefits
1. Covered Electrostatic dust suppression system is suitable for many conveying belts. Consisting of corona electrodes, dust collection cover, oscillation equipment, insulator compartment, turbine, high voltage power supplier, and high/low voltage control box, it is a new all-in-one electrostatic dust suppression system that can collect dust, remove dust and return it directly.
2. The system is efficient, stable, reliable, safe, automatic , easy to install, small in volume, light in weight, and energy saving. It is installed on the discharge place above the conveying belt so that it can collect dust and return it directly onto the belt. As a result, there is no need to install extra dust collection and removal equipment (such as air pipe and dust bags), which lowers the project costs and maintenance. In the meantime, it also avoid the air pollution caused by collecting the dust or blockage of pipes.
3. The conditions of dust that Electrostatic Dust Suppression System is applicable to,
1. Resistance of dust ranging from
2. Proportion of combustible dust is less than 46��.
3. Initial dust concentration is less than 
Unit: mm
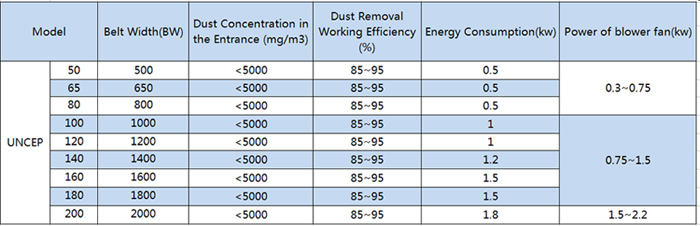
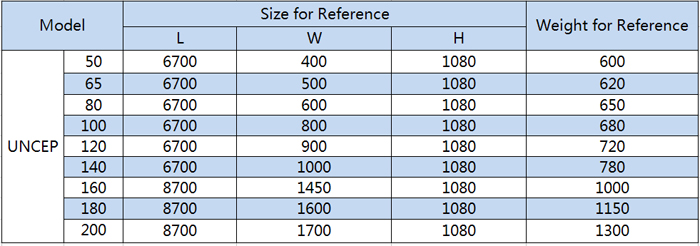
Note
Size and weight are for reference only. They depend on on-site measurements
The Working Principles of Covered Electrostatic dust suppression system
The working principles of covered electrostatic dust suppression system is using static electricity to separate dust. When air passes through Bipolar non-uniform electric field, in the discharge electrode around the strong electric field, the air is ionized and the dust particles charged. Charged dust particles in the electric field will move to the dust pole to remove dust in the air. Dust suppression system consists of the body and the DC high voltage power supply. The body is arranged in a large number of equidistant metal dust electrode (plate) and corona pole (pole) to create corona, dust collection. Using "single power supply multi-electric field distribution" technology 
Illustration : Single power supply multi-electric field distribution
Introduction of electrostatic dust suppression technique
1.Concentrated dust suppression
Dust is collected from dusty points and all converge at the system via pipes.
2.On-site dust suppression
Electrostatic dust suppression system is installed on the dusty points above the conveyor belt. Directly collect dust and return it to the belt to purify air.
Comparison
|
Item |
Concentrated |
On-site |
|
Energy consumption |
High |
Low |
|
Maintenance |
1. Heavy workload
2. Regular pipes clean
3. Severe environment |
1. Small workload
2. Automatic self-cleaning
3. Easy maintenance |
|
Cost |
High |
Low |
|
Risk |
Factory dust pollution might force product line stop running |
Part of factory dust pollution |
Working efficiency of Electrostatic Dust Suppression System
Electrostatic dust suppression system provides good working efficiency for many dust particles, up to 99.5�� or  . (For the dust particle size of 1.2��m, the dust removal efficiency is still up to 99��.) Airflow resistance in electrostatic dust suppression system is around 200-300 Pa, usually apply for the initial dust concentration less than . (For the dust particle size of 1.2��m, the dust removal efficiency is still up to 99��.) Airflow resistance in electrostatic dust suppression system is around 200-300 Pa, usually apply for the initial dust concentration less than Airflow resistance in bag dust suppression system is around 800-1200Pa, usually apply for the initial dust concentration less than Airflow resistance in bag dust suppression system is around 800-1200Pa, usually apply for the initial dust concentration less than  ) )
Factors and technique of avoiding coal dust blasting caused by static electricity
1. Factors of coal dust blasting
I. Water fog treatment before the dust entering electrostatic dust suppression system to cool down dust temperature and control dust concentration less than
II. Electric field position inside the electrostatic dust suppression system
a. Power supply: The current passes through the steady current controller, then transfer to constant current to supply power to electrostatic supply and control system.
b. Graded electric field: the system sets up different electrostatic field according to the dust particle size and dust concentration .This not only can classify different sizes of dust particles but also avoid discharge phenomenon the highest dust concentration due to incorrect field voltage configuration at the entrance of the system.
c. Voltage: The electrostatic voltage is always under controlled. Once the electrostatic voltage is close to the critical voltage, it will generate micro-current and then automatically to interrupt the power supply.
2. Independent electrostatic electric field is isolated from the material on conveying belt. The dust collection will return to the belt periodically instead of traditional electric shock method to ensure both equipment operation and environmental safety.
3. You can install the exhaust vent data capture monitoring device and it will immediately upload data to the monitor center, cell phone, and cloud database via Internet. Bring you the latest information!
|


